首页
关于我们
企业文化
复合材料模具
SMC模具
碳纤维模具
BMC模具
密胺模具
GMT模具
LFT模具
注塑模具
汽车配件模具
日用品模具
厂房展示
模具设计
久泰视频
新闻资讯
联系我们
台州市黄岩久泰模具有限公司
Taizhou Huangyan Jiutai Mold Co., Ltd
文章
产品
商品
信息
搜索
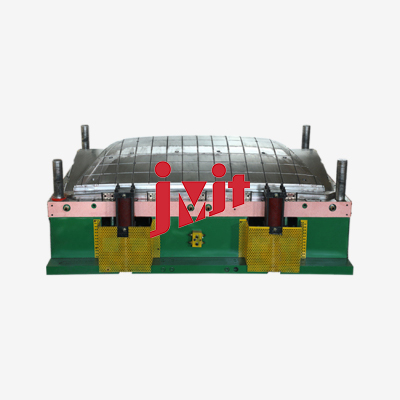
SMC 赛车座椅模具
马上咨询
客服电话
18958556615
久泰JMJT模具公司/SMC 赛车座椅模具
一、核心特性:
SMC 赛车座椅需承受赛车高速过弯、急加速 / 制动时的巨大冲击力(通常要求能承受 20G 以上过载),因此模具需具备针对性设计,核心特性如下:
1.超高结构强度与稳定性
模具型腔采用高强度模具钢(如 H13、718H)制造,且通过有限元分析优化型腔壁厚、加强筋布局,避免模压过程中(通常压力达 15-30MPa)模具变形;同时模具底座与压机的连接采用定位销 + 螺栓双重固定,确保合模精度控制在 ±0.05mm 内,保障座椅尺寸一致性。
2.精准的温控与固化效率
SMC 材料需在 140-160℃下加热固化 3-8 分钟,模具内置分区式冷却 / 加热水路(通常采用直径 8-12mm 的铜管),水路间距控制在 50-80mm,确保型腔表面温度差≤5℃,避免座椅因局部固化不均出现气泡、开裂;部分高端模具还配备温度传感器,实时反馈型腔温度并自动调节,进一步提升固化稳定性。
3.优化的脱模与排气设计
脱模:座椅表面多为复杂曲面,模具型腔设计 3-5° 的脱模斜度(局部深腔位置采用 2° 微斜度),同时在座椅边缘、加强筋根部设 置顶出销(直径 8-12mm) 或顶出板,顶出力均匀分布,避免脱模时拉伤座椅表面;部分模具还会在型腔表面喷涂聚四氟乙烯(PTFE)脱模涂层,降低脱模阻力。
4.排气:SMC 模压时会释放微量气体(主要是树脂挥发分),模具在分型面、型腔拐角处开设 0.02-0.05mm 深的排气槽,总排气面积不小于型腔面积的 1%,确保气体及时排出,避免座椅内部产生气孔。
5.轻量化与集成化适配
赛车座椅需兼顾强度与轻量化(通常单座重量≤8kg),模具型腔会精准复刻座椅的镂空结构、蜂窝状加强筋(筋宽 3-5mm,高度 8-15mm),同时预留安全带卡扣、座椅滑轨的安装孔位(孔径公差 ±0.1mm),无需后续二次加工,实现 “一模成型”。
二、制造工艺
1.模具设计:
根据赛车座椅的设计要求,使用专业的模具设计软件进行三维建模,确定模具的型腔布置、分型面、布料与排气系统、顶出方式、冷却与加热系统等关键结构。
2.原材料采购:
选择合适的模具钢材料,如 P20、718、H13 等,根据模具的使用要求和性能特点进行采购。同时,准备好表面处理材料,如镀铬层、氮化层等,以提高模具表面的硬度、耐磨性和脱模性能。
3.机械加工:
通过切削加工、电火花加工等手段,制造出模具的各个零件,包括型腔、型芯、滑块、顶杆等。在加工过程中,严格控制尺寸精度和形位公差,确保零件的加工质量。
4.热处理:
对关键零件进行热处理,如淬火、回火等,以提高材料的硬度和耐磨性,增强模具的使用寿命。
5.表面处理:
对模具表面进行镀铬、氮化等处理,提高模具表面的硬度、光洁度和耐腐蚀性,改善脱模性能。
6.装配调试:
将加工好的零件进行清洗、去毛刺后,按照设计要求进行装配,安装冷却管道、顶出机构等部件。装配完成后,进行调试优化,确保模具的各项性能指标符合设计要求。
相关推荐
SMC汽车配件
SMC 赛车座椅模具
SMC汽车配件
SMC前保险杠模具
SMC汽车配件
SMC汽车导流罩模具
SMC汽车配件
SMC/PCM 电池盒模具
SMC汽车配件
SMC汽车面罩模具
SMC汽车配件
SMC汽车保险杠模具
SMC汽车配件
SMC汽车导流罩模具
SMC汽车配件
SMC 高铁座椅模具
SMC汽车配件
久泰SMC高铁墙板模具
关于我们
产品中心
联系我们:
18958556615
地址
:浙江省台州市
黄岩区
北城街道惠民路23号
新闻资讯
版权所有:台州市黄岩久泰模具有限公司 技术支持:
百度【百泰建站】
浙ICP备18017000号-4
本站使用
百度智能门户
搭建
管理登录