首页
关于我们
企业文化
复合材料模具
SMC模具
碳纤维模具
BMC模具
密胺模具
GMT模具
LFT模具
注塑模具
汽车配件模具
日用品模具
厂房展示
模具设计
久泰视频
新闻资讯
联系我们
台州市黄岩久泰模具有限公司
Taizhou Huangyan Jiutai Mold Co., Ltd
文章
产品
商品
信息
搜索
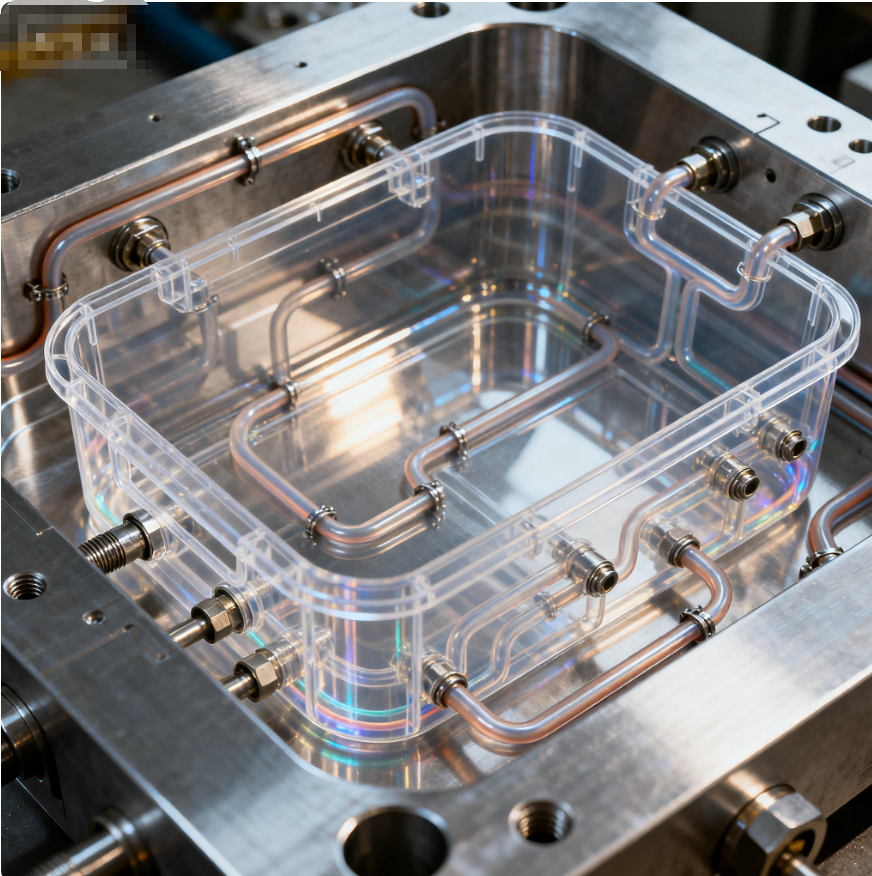
牙刷杯塑料模具
马上咨询
客服电话
18958556615
久泰JMJT公司牙刷杯注塑模具
一、模具结构特点
1.成型部件:
根据牙刷杯的形状和尺寸,采用整体嵌入式凹模和整体装配式凸模,适用于小型且形状简单的牙刷杯,保证了模具的精度和更换便利性。
2.浇注系统:
主流道衬套与定位圈可设计成整体式,与定模板采用 H7/m6 过渡配合,主流道截面形状常选用圆形、梯形等,以减少流道内的压力损失和散热损失。
3.导向与定位机构:
导柱和导套通常采用 20# 低碳钢,经渗碳 0.5-0.8mm 后淬火至 48-55HRC,具有良好的耐磨度和强度,确保合模精度。
4.脱模机构:
常见的有顶针脱模机构,通过顶板、顶针固定板和顶针将成型后的牙刷杯从模具中顶出,设计时需考虑顶针的位置和数量,避免顶伤产品。
5.冷却系统:
对于体积较小的型芯,可采用喷流式冷却方式,在型芯中间安装喷水管,冷却水从顶端喷出向四周分流冷却型芯壁,加快塑料冷却成型速度。
二、材料选择
1.模具钢材料:型
腔和型芯常用 P20、738H、S136 等模具钢,具有良好的强度、硬度和耐腐蚀性,钢的硬度一般在 48-52HRC。
2.其他材料:
浇口套选用 T8、T10 制造,热处理强度为 52-56HRC;导柱和导套采用 20# 低碳钢进行渗碳淬火处理。
三、设计要点
1.型腔布局:
根据生产批量和产品尺寸确定型腔数目,如大批量生产可采用一模多腔布局,常见的有圆形分布或平衡式分布,以保证塑料熔体均匀填充各个型腔。
2.分型面设计:
应选择在牙刷杯截面最大的部位,且不影响产品外观,同时要考虑塑件的脱模方式,使塑件在开模后能留在动模一侧。
3.收缩率补偿:
不同的塑料材料具有不同的收缩率,如 PC 材料的脱模斜度型腔为 35ˊ-1°,型芯为 30ˊ-50ˊ。在模具设计时,需根据所选塑料材料的收缩率对模具尺寸进行补偿,以保证产品的尺寸精度。
相关推荐
日用品模具
电视机塑料外壳模具
日用品模具
吸尘器外壳塑料模具
日用品模具
吹风机塑料外壳模具
日用品模具
环卫塑料垃圾桶模具
日用品模具
笔记本电脑外壳塑料模具
日用品模具
洗衣机注塑模具
日用品模具
牙刷杯塑料模具
日用品模具
塑料收纳盒模具
日用品模具
净水器外壳注塑模具
日用品模具
空调外壳注塑模具
关于我们
产品中心
联系我们:
18958556615
地址
:浙江省台州市
黄岩区
北城街道惠民路23号
新闻资讯
版权所有:台州市黄岩久泰模具有限公司 技术支持:
百度【百泰建站】
浙ICP备18017000号-4
本站使用
百度智能门户
搭建
管理登录