首页
关于我们
企业文化
复合材料模具
SMC模具
碳纤维模具
BMC模具
密胺模具
GMT模具
LFT模具
注塑模具
汽车配件模具
日用品模具
厂房展示
模具设计
久泰视频
新闻资讯
联系我们
台州市黄岩久泰模具有限公司
Taizhou Huangyan Jiutai Mold Co., Ltd
文章
产品
商品
信息
搜索
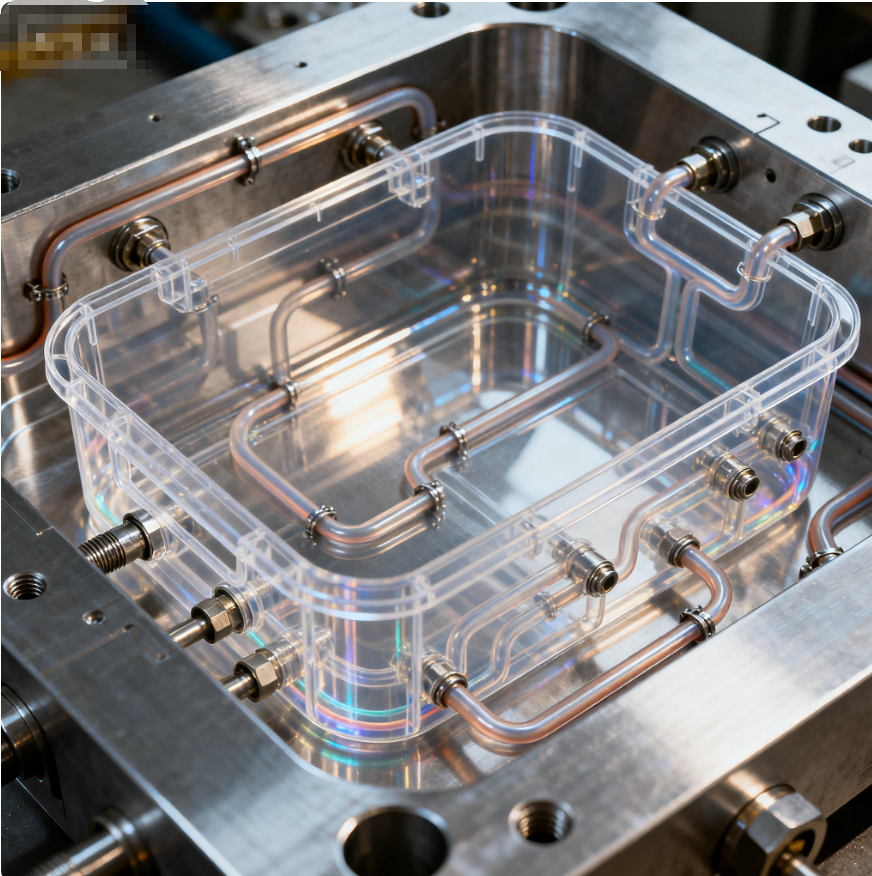
净水器外壳注塑模具
马上咨询
客服电话
18958556615
一、模具设计
1.前期规划:规划设计布局,选择模具材料,并考虑成型过程中可能出现的问题等。
2.借助 CAD 等计算机辅助设计软件创建模具的 3D 模型,对模型进行仔细检查,优化设计,确保尺寸精度和结构合理性。
3.原型制作:设计定稿后,制作模具原型,生产出一批外壳样品,进行装配、耐用性和功能性测试。
4.结构设计:考虑模具的分型面、型腔数量、冷却系统、顶出机构等。设计双向脱模机构,为提高冷却效率,可在模具中设置合理的冷却管道。
二、模具材料选择
1.模具钢:常用的有 P20、718 等,具有良好的强度、硬度和耐磨性,能承受注塑过程中的高压和高温,保证模具的使用寿命和成型精度。
2.热作模具钢:对于一些需要快速冷却和加热的模具,可选用 H13 等热作模具钢,其具有良好的热疲劳性能和导热性。
三、制造工艺
1.切削加工:使用数控加工中心等设备,对模具钢进行铣削、钻孔、镗孔等加工。
2.电火花加工:通过电火花放电腐蚀金属,实现精确加工。
3.热处理:对模具进行淬火、回火等热处理工艺,提高模具的硬度、强度和韧性,增强模具的耐磨性和抗疲劳性能。
4.表面处理:采用氮化、镀铬等表面处理工艺,提高模具表面的硬度、光洁度和耐腐蚀性,降低塑料与模具表面的摩擦系数,有利于脱模和提高外壳表面质量。
四、注塑成型过程
1.材料准备:根据净水器外壳的性能要求,选择合适的塑料材料,如 ABS、PC 等,将塑料颗粒加入注塑机的料斗,加热至熔融状态。
2.注塑:熔融塑料在注塑机的螺杆推动下,通过喷嘴注入模具型腔,在高压下充满型腔,形成净水器外壳的形状。
3.冷却固化:模具内的塑料在冷却系统的作用下,迅速冷却固化,定型为净水器外壳。
4.脱模:冷却完成后,模具打开,通过顶出机构将成型的外壳从模具中顶出,完成一个注塑周期。
相关推荐
日用品模具
电视机塑料外壳模具
日用品模具
吸尘器外壳塑料模具
日用品模具
吹风机塑料外壳模具
日用品模具
环卫塑料垃圾桶模具
日用品模具
笔记本电脑外壳塑料模具
日用品模具
洗衣机注塑模具
日用品模具
牙刷杯塑料模具
日用品模具
塑料收纳盒模具
日用品模具
净水器外壳注塑模具
日用品模具
空调外壳注塑模具
关于我们
产品中心
联系我们:
18958556615
地址
:浙江省台州市
黄岩区
北城街道惠民路23号
新闻资讯
版权所有:台州市黄岩久泰模具有限公司 技术支持:
百度【百泰建站】
浙ICP备18017000号-4
本站使用
百度智能门户
搭建
管理登录