首页
关于我们
企业文化
复合材料模具
SMC模具
碳纤维模具
BMC模具
密胺模具
GMT模具
LFT模具
注塑模具
汽车配件模具
日用品模具
厂房展示
模具设计
久泰视频
新闻资讯
联系我们
台州市黄岩久泰模具有限公司
Taizhou Huangyan Jiutai Mold Co., Ltd
文章
产品
商品
信息
搜索
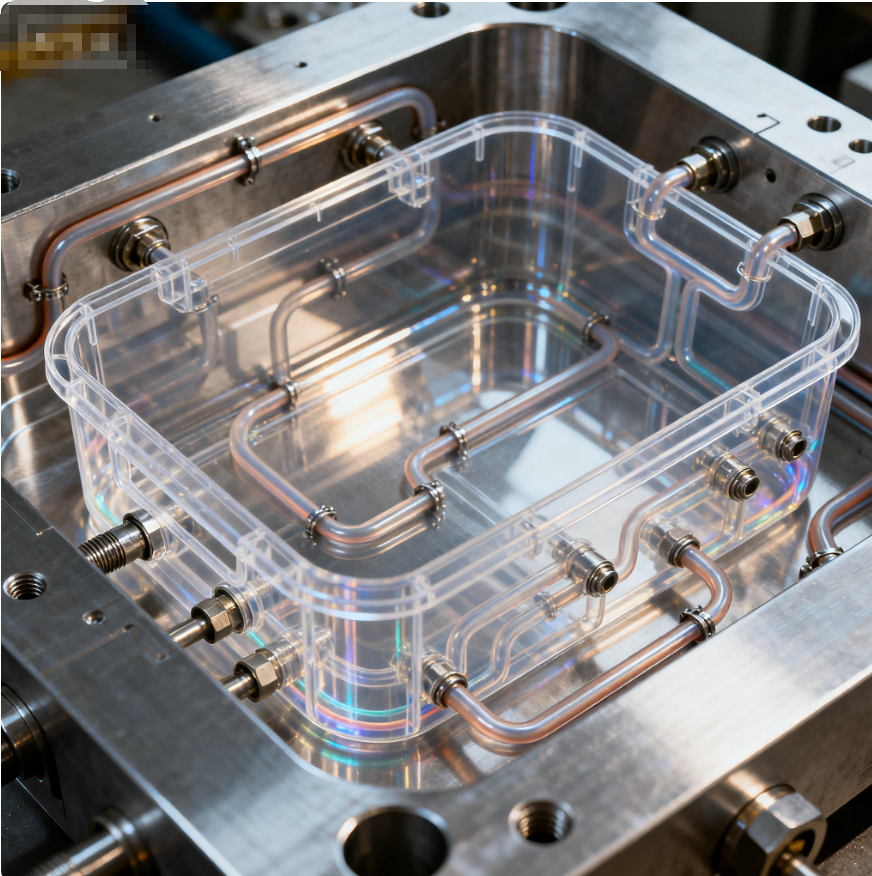
塑料收纳盒模具
马上咨询
客服电话
18958556615
塑料收纳盒通常具有体积较大、结构复杂、壁厚不均等特点,核心设计要点如下:
1、型腔与分型面设计:适配收纳盒结构
型腔数量:根据生产需求选择 “单腔模” 或 “多腔模”:
单腔模:适合定制款、大尺寸收纳盒(如长宽超 50cm 的衣柜收纳箱),优点是模具结构简单、调试方便,缺点是生产效率低;
多腔模:适合中小尺寸收纳盒,常见 2 腔、4 腔设计,需保证各型腔进料均匀,避免不同型腔产品尺寸差异。
分型面选择:优先选在收纳盒 “外观无要求” 或 “隐蔽” 的位置(如底部、卡扣内侧),避免分型线影响美观;若收纳盒有盖体,需同步设计 “盒身模” 与 “盒盖模”,保证两者配合间隙(通常 0.1-0.2mm),避免盖体松动或扣合过紧。
2、 壁厚与加强筋设计:防止产品变形
塑料收纳盒需兼顾 “轻量化” 与 “承重性”,模具设计需控制壁厚均匀性:
壁厚控制:常规收纳盒壁厚建议 1.5-3mm(根据尺寸调整,大尺寸需加厚),模具型腔需严格对应壁厚,避免局部过厚导致 “缩痕”(如盒壁与把手连接处),或过薄导致 “缺料”(如边角位置)。
加强筋优化:在收纳盒侧壁、底部设计加强筋(高度≤壁厚的 3 倍,宽度≈壁厚的 0.5-0.8 倍),模具需同步加工筋位型腔,且筋位与盒壁过渡处需做 R0.5-R1mm 圆角,减少应力集中,避免产品脆裂。
3. 脱模系统设计:保证顺利取件
收纳盒体积大、可能含卡扣等倒扣结构,脱模系统是设计关键:
顶出机构:优先采用 “顶针 + 顶板” 组合顶出(大面积顶板顶起盒底,小顶针顶起卡扣 / 把手),避免单点顶出导致产品变形;若收纳盒内壁光滑,可增加 “顶管”(套在型芯上),提升顶出稳定性。
倒扣处理:若收纳盒有卡扣(如叠放式收纳盒的定位扣),模具需设计 “抽芯机构”(如斜导柱抽芯、液压抽芯),成型后先抽离倒扣型芯,再顶出产品,避免卡扣被拉断。
4. 冷却系统设计:提升生产效率与精度
收纳盒体积大,冷却不均易导致收缩变形,模具冷却系统需全覆盖:
冷却水路布局:沿型腔侧壁、底部均匀布置冷却水路(直径 8-12mm),水路与型腔表面距离≥15mm,且避免与顶针、抽芯机构干涉;对于把手、加强筋等厚壁部位,需增加 “隔水片” 或 “喷流式冷却”,加速局部冷却。
冷却介质:采用循环冷却水(水温 20-30℃),若生产 PP、PE 等结晶型塑料,可适当降低水温(15-20℃),减少产品收缩率;冷却时间通常占注塑周期的 50%-70%,合理设计可将周期从 60 秒缩短至 40 秒以内。
相关推荐
日用品模具
电视机塑料外壳模具
日用品模具
吸尘器外壳塑料模具
日用品模具
吹风机塑料外壳模具
日用品模具
环卫塑料垃圾桶模具
日用品模具
笔记本电脑外壳塑料模具
日用品模具
洗衣机注塑模具
日用品模具
牙刷杯塑料模具
日用品模具
塑料收纳盒模具
日用品模具
净水器外壳注塑模具
日用品模具
空调外壳注塑模具
关于我们
产品中心
联系我们:
18958556615
地址
:浙江省台州市
黄岩区
北城街道惠民路23号
新闻资讯
版权所有:台州市黄岩久泰模具有限公司 技术支持:
百度【百泰建站】
浙ICP备18017000号-4
本站使用
百度智能门户
搭建
管理登录